換熱管和管板的連接接頭是管殼式熱交換器設(shè)計(jì)、制造的關(guān)鍵點(diǎn)��,也是管殼式熱交換器發(fā)生失效的主要部件之一,其可靠性直接影響管殼式熱交換器的使用壽命。在使用現(xiàn)場(chǎng)經(jīng)常出現(xiàn)堵管,有些還要大面積堵管����。大面積堵管一般來說工藝條件有問題的可能性更大��,尤其是帶蒸發(fā)空間的固定管板換熱器(有時(shí)間了再寫遇到大面積堵管的小文章)��。
換熱管和管板的連接接頭常見的是強(qiáng)度焊接�,強(qiáng)度脹接和脹焊并用�。強(qiáng)度焊接里還有一類特殊的內(nèi)孔焊;脹焊并用標(biāo)準(zhǔn)上分為強(qiáng)度脹接加密封焊����,強(qiáng)度焊接加貼脹����,實(shí)際使用中又出現(xiàn)了以為強(qiáng)度脹接加強(qiáng)度焊接的組合�。管頭的密封最好的最有效的是焊接,焊接的質(zhì)量再差密封的效果也比脹接強(qiáng)��。
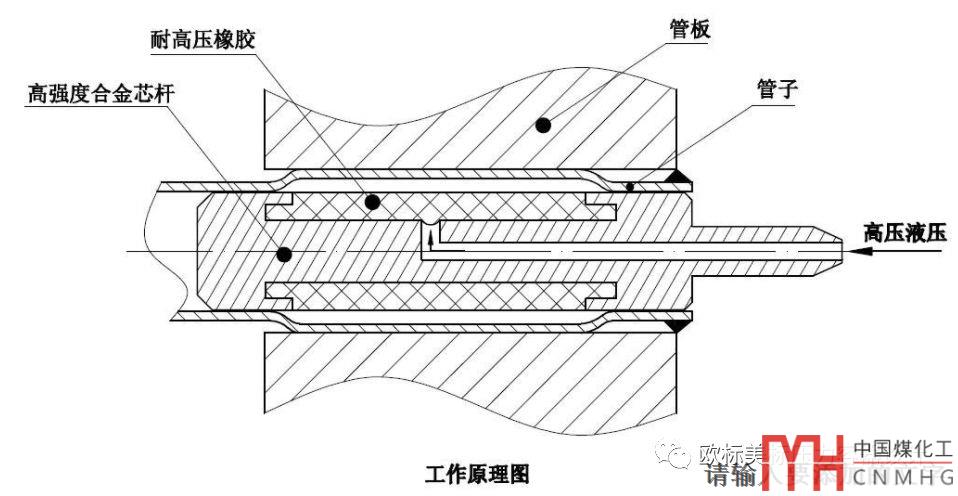
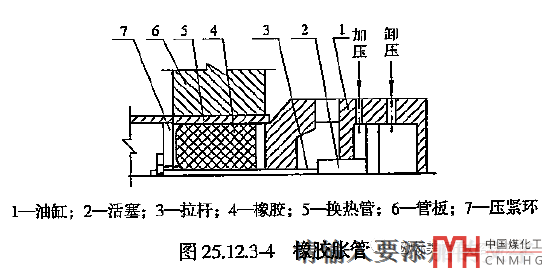
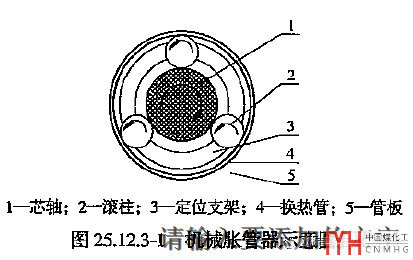
強(qiáng)度脹接方法常用的是機(jī)械脹接--非均勻脹接和柔性(液袋�,橡膠等)脹接--均勻脹接。強(qiáng)度脹接是通過外力使換熱管在管孔內(nèi)膨脹并達(dá)到塑性變形�,管板處于彈性或部分塑性變形(這就要求管板的強(qiáng)度要高于換熱管的強(qiáng)度);外力卸載后��,管板彈性回彈大于換熱管�,管板抱緊換熱管,可以承受換熱管軸向機(jī)械和溫差載荷且不泄漏��。脹接可以消除換熱管和管板的間隙����,可以用于殼程有縫隙腐蝕傾向的場(chǎng)合,又由于連接形式不適用于存在振動(dòng)或過大的溫度波動(dòng)的場(chǎng)合�,由于暴力手段使換熱管徑擴(kuò)大產(chǎn)生較大的冷作應(yīng)力不適用于明顯的應(yīng)力腐蝕傾向的場(chǎng)合。機(jī)械脹可以稱為機(jī)械滾珠脹��,常用的是三滾柱�,要求稍高可以要求用五滾柱脹����。機(jī)械脹脹桿不能太細(xì)����,脹接不能太長(zhǎng)目前機(jī)械脹基本只用于管板比較薄的場(chǎng)合,管板稍厚基本都是用柔性脹接����。因機(jī)械脹勞動(dòng)強(qiáng)度大,效率低和效果操作者的經(jīng)驗(yàn)掛鉤�。柔性脹接常用的是液袋脹接和橡膠脹接,液袋脹接工作原理見下圖(優(yōu)點(diǎn)脹后換熱管干凈����,可用于先脹后焊),橡膠脹接(優(yōu)點(diǎn)不用潤滑劑����,干凈可用于先脹后焊)是利用機(jī)械力使特種橡膠長(zhǎng)度縮短,直徑增大從而帶動(dòng)換熱管擴(kuò)張達(dá)到脹接目的�。標(biāo)準(zhǔn)規(guī)定的強(qiáng)度脹接適用范圍:1)設(shè)計(jì)壓力小于或等于4.0MPa;2)設(shè)計(jì)溫度小于或等于300℃����;3)操作中無振動(dòng),無過大的溫度波動(dòng)及無明顯的應(yīng)力腐蝕傾向�。
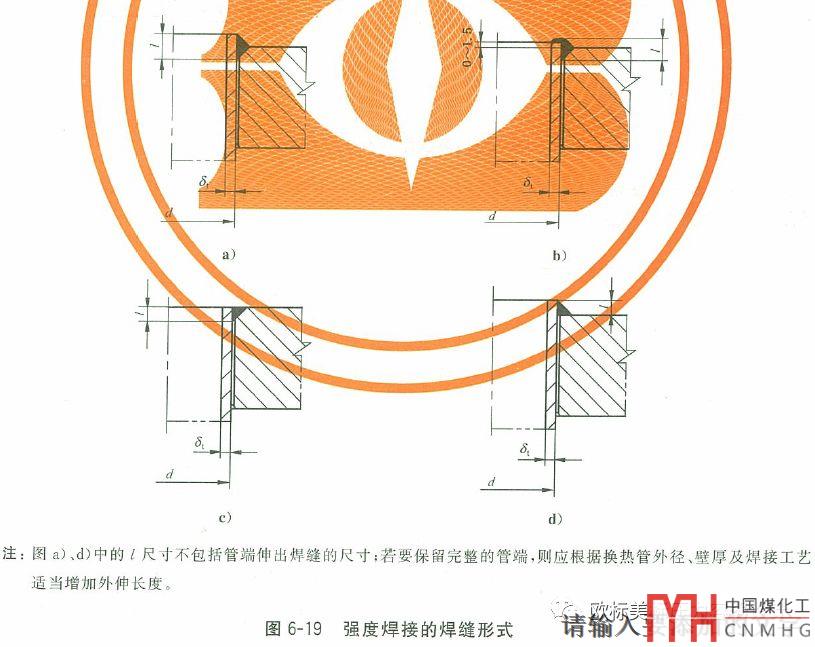
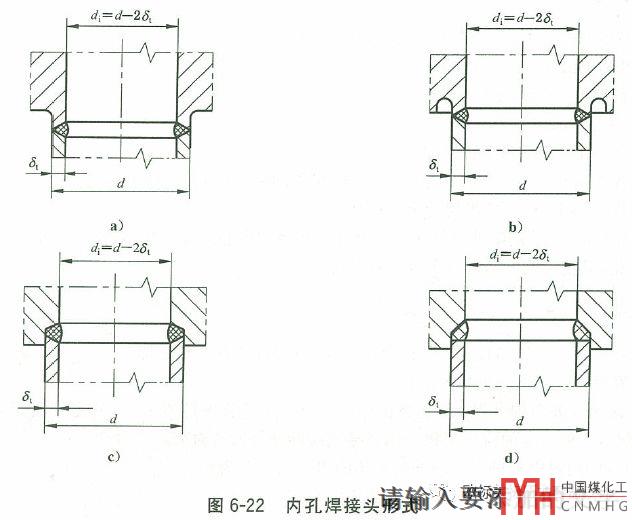
強(qiáng)度焊接是換熱管與管板在換熱管連接端部采用融化焊接的方法與管板形成焊接接頭;在管程側(cè)換熱管端部連接就是我們常用的強(qiáng)度脹接��,在殼程側(cè)連接就是內(nèi)孔焊(注意內(nèi)孔焊只能是單側(cè)管板����,固定管板除非布管很少且換熱管較短不然實(shí)現(xiàn)不了兩側(cè)管板與換熱管接頭都使用內(nèi)孔焊)。同樣的也可以承受換熱管軸向機(jī)械和溫差載荷且不泄漏����。強(qiáng)度焊的單位面積承載能力高,致密性好����,適用于壓力和溫度范圍比強(qiáng)度脹接的寬,但接頭的焊腳高度較小��,易出現(xiàn)焊接缺陷��,且換熱管和管板存在間隙����,不適用于有振動(dòng)、有縫隙腐蝕傾向的場(chǎng)合。強(qiáng)度焊接的可靠性與焊縫形式和連接尺寸關(guān)系密切��,原來國標(biāo)只有完全強(qiáng)度焊�,2014版算是出現(xiàn)了部分強(qiáng)度焊,對(duì)坡口和焊腳的要求不再一刀切那么高��;組合焊腳高度由不小于1.4倍換熱管壁厚改為按拉脫力校核計(jì)算確定并不小于1倍換熱管壁厚��。保證安全的前提下降低了組合焊腳高度�,可避免對(duì)換熱管端部產(chǎn)生損傷,還降低了焊接工作量����,縮短了生產(chǎn)周期。
內(nèi)孔焊是標(biāo)準(zhǔn)新增的結(jié)構(gòu)�,但內(nèi)孔焊在國內(nèi)應(yīng)用很早了三十年前我的老東家524廠(西安核設(shè)備)就開始用了。其特點(diǎn):1)焊縫的溫度接近于殼程介質(zhì)溫度�;2)換熱管與管孔間不存在間隙,不可能產(chǎn)生間隙腐蝕��;3)焊接接頭是對(duì)接形式��,可以承受大載荷��。因此內(nèi)孔焊一般用在使用要求高����,操作條件苛刻的場(chǎng)合����,管程進(jìn)口溫度高時(shí)常在此側(cè)管板上用內(nèi)孔焊焊接接頭��。
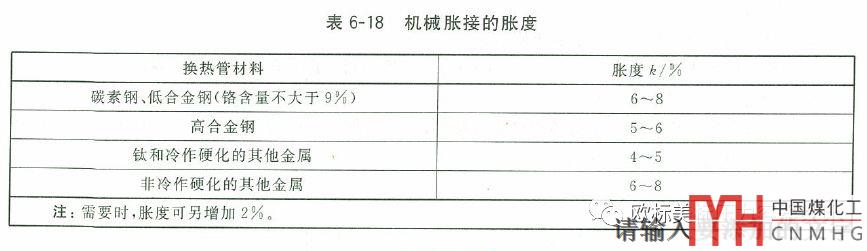
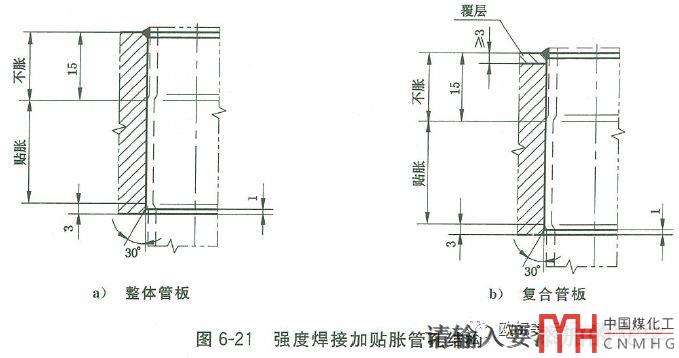
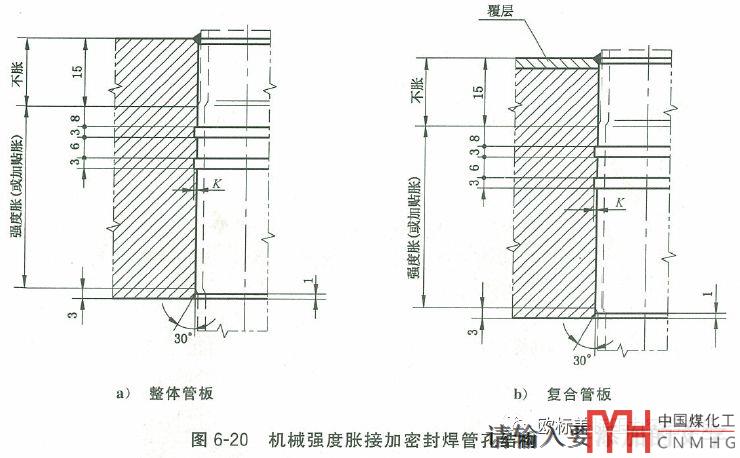
由于單純的強(qiáng)度焊接和強(qiáng)度脹接都有各自的短板����,所以就產(chǎn)生了脹焊并用��。脹接加焊接就客服了強(qiáng)度脹和強(qiáng)度焊的缺點(diǎn)��,改善了可靠性����,適用范圍較廣。對(duì)鋼制管束一般采用強(qiáng)度焊加貼脹的組合連接�;對(duì)于有色金屬尤其是非鎳基有色金屬換熱管和復(fù)合管板組合的場(chǎng)合,可以采用強(qiáng)度脹加密封焊的組合�。但個(gè)人不推薦強(qiáng)度焊加強(qiáng)度脹的組合,由于位置關(guān)系接頭最先受力的是強(qiáng)度脹��,只有強(qiáng)度脹幾乎遭到了破壞時(shí)才輪到強(qiáng)度焊的接頭承受換熱管的軸向載荷�。如果要用強(qiáng)度焊加強(qiáng)度脹的所謂強(qiáng)強(qiáng)組合那么計(jì)算的時(shí)候就要強(qiáng)度脹和強(qiáng)度焊都要通過。注意貼脹的脹度一般是2%~4%,GB/T 151標(biāo)準(zhǔn)推薦是2%~3%�。機(jī)械脹接的脹度在GB/T 151的表6-18.(吐槽一下這個(gè)表應(yīng)該放在制造部分更合適,放在設(shè)計(jì)部分難道想要設(shè)計(jì)在圖紙上表達(dá)脹度��!)標(biāo)準(zhǔn)規(guī)定脹焊并用的適用范圍:1)振動(dòng)或循環(huán)載荷時(shí)�;2)存在縫隙腐蝕傾向時(shí);3)采用復(fù)合管板時(shí)��。
上文多次提到縫隙腐蝕稍微解釋一下:縫隙較?。?.025~0.1mm)再加上腐蝕介質(zhì)是發(fā)生縫隙腐蝕的前提條件。殼程介質(zhì)對(duì)管板或換熱管有腐蝕時(shí)幾乎都可能發(fā)生縫隙腐蝕����,尤其是含氯離子的溶液。
版權(quán):如無特殊注明�,文章轉(zhuǎn)載自網(wǎng)絡(luò),侵權(quán)請(qǐng)聯(lián)系cnmhg168#163.com刪除�!文件均為網(wǎng)友上傳,僅供研究和學(xué)習(xí)使用�,務(wù)必24小時(shí)內(nèi)刪除。