當(dāng)擰緊螺紋緊固件時�����,向緊固件輸入能量�,撤去擰緊力矩后,由于螺旋副的自鎖作用和螺母�、螺栓頭與被聯(lián)接件支撐面接觸表面上的摩擦力,這個能量大部分被存儲在緊固件中�,使螺栓承受拉力��,被聯(lián)接件承受壓力��,這就是預(yù)緊力��。
若沒有外界因素使這個能量釋放出來��,預(yù)緊力就不會減少或消失。但是�,當(dāng)螺紋聯(lián)接受沖擊振動或交變載荷作用時,螺紋副之間和支撐面之間的摩擦力可能瞬時消失�,或在經(jīng)過一段時間后會使聯(lián)接松動甚至松脫,從而導(dǎo)致機器不能正常工作甚至發(fā)生嚴(yán)重事故�����。在高溫或溫度變化較大的情況下�,由于螺紋聯(lián)接件和被聯(lián)接件的材料發(fā)生蠕變和應(yīng)力松弛,也會使聯(lián)接中的預(yù)緊力和摩擦力逐漸減小��,導(dǎo)致聯(lián)接松動����。因此為保證聯(lián)接安全可靠,必須采取有效的防松措施����,避免螺母松動�����。
螺紋聯(lián)接防松的實質(zhì)����,在于防止工作時螺栓與螺母的相對轉(zhuǎn)動,具體的防松方法和防松裝置很多�。常見的諸如:雙螺母、彈簧墊圈��、開縫螺母、鎖緊螺母、緊定螺釘固定和不完整螺尾等��,都屬于摩擦防松。
摩擦防松原理是在螺旋副中產(chǎn)生附加壓力��,從而始終有摩擦力矩存在��,防止螺母相對螺栓轉(zhuǎn)動�。一般而言��,摩擦防松具有結(jié)構(gòu)簡單�、操作方便的特點��,但防松的可靠性較差�����,對于振動�、沖擊和動載較大的工況��,同樣會產(chǎn)生不同程度的螺母松動現(xiàn)象����,同時摩擦防松對于防止螺紋聯(lián)接的初期松脫非常有效,但當(dāng)螺紋聯(lián)接已經(jīng)松脫到一定程度后�,該類防松方法就不再起作用。
雙螺母是靠增大摩擦力來防松的一種方法�,是比彈簧墊圈有效得多的一種方法。
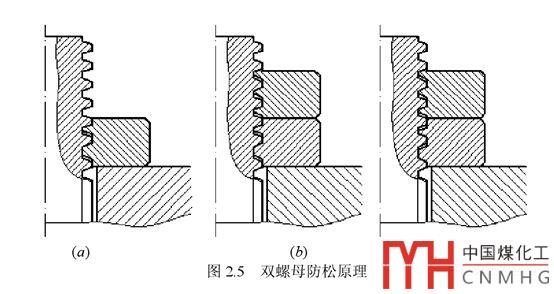
由圖2.5(a)可見�����,當(dāng)擰上第一個螺母時,螺母螺紋牙形的上側(cè)與螺栓螺紋牙接觸�����,擰上第二個螺母(稱副螺母或防松螺母)后��,螺母和螺栓的牙接觸發(fā)生變化�。在實際操作過程中,雙螺母擰緊有兩種情況:
(1)當(dāng)施加在第二個螺母上的力矩不足以抵消下螺母所受的壓力時(如圖 2.5b)��,這時上�����、下螺母副之間沒有附加的壓力�����,上下螺母只相當(dāng)于一個螺母��。在受到交變載荷時��,下螺母與螺桿形成的螺旋副間的摩擦力可能減小或瞬時消失�����,上螺母與螺桿所形成的螺旋副間的摩擦力也有可能減小和瞬時消失,上下螺母就有可能松動��,這時雙螺母起不到防松作用�����。
(2)當(dāng)施加在上螺母上的力矩足以克服下螺母所受的力時(如圖 2.5c)��,這時���,上螺母螺紋牙形的上側(cè)與螺栓螺紋牙下側(cè)接觸�����,而下螺母螺紋牙的下側(cè)與螺栓螺紋牙的上側(cè)接觸。兩個螺母對頂擰緊后���,螺母副始終受到附加的壓力和摩擦力的作用��,工作載荷有變化時該摩擦力仍然存在�����,這樣就起到了防松的作用��。
嚴(yán)格地講,在裝配過程中�����,雙螺母聯(lián)接防松應(yīng)使厚螺母在上作為主螺母�����。目前����,國內(nèi)常用的安裝方法是先使用規(guī)定擰緊力矩的 80% 擰緊副螺母,再用 100% 的擰緊力矩擰緊主螺母����;而國外的安裝方法是先用規(guī)定擰緊力矩的 25% ~ 50% 擰緊副螺母����,然后用 100% 的擰緊力矩擰緊主螺母�����。
但在實踐中��,考慮到薄厚螺母裝配順序容易顛倒��,在結(jié)束狀態(tài)時��,因主螺母承載較大��,若主螺母較薄��,受載后螺紋牙承載能力較弱�,使其螺旋副容易出現(xiàn)滑絲或脫扣導(dǎo)致“擰緊對頂”失效,以及預(yù)緊時扳手的有效厚度對預(yù)緊效果的影響�����,所以宜使用等厚度的兩個螺母裝配���,以達到預(yù)期的防松效果�。
本文前三小節(jié)抄錄自參考文獻[1]�,第四小節(jié)摘錄自文獻[2]:
[1] 景秀并. 雙螺母防松振動性能分析與研究[D]. 天津: 天津大學(xué), 2004
[2] 李宏天. 雙螺母防松聯(lián)接螺母合理使用研究[J]. 礦山機械, 2013, 41(3)
[3] 苑雪濤, 朱勇鋼, 嚴(yán)海綱, 等. 雙螺母防松結(jié)構(gòu)分析[J]. 煤礦機械, 2016, 37(2).
[4] 余欽義. 雙螺母防松及其力關(guān)系[J]. 機械, 1990(01).
版權(quán):如無特殊注明��,文章轉(zhuǎn)載自網(wǎng)絡(luò)�,侵權(quán)請聯(lián)系cnmhg168#163.com刪除!文件均為網(wǎng)友上傳�,僅供研究和學(xué)習(xí)使用,務(wù)必24小時內(nèi)刪除�。